

-
相对传统焊接方法,激光焊接的优点包括更好的焊接强度、更小的热影响区、更高的精度、最小的变形以及焊接同种金属和异种金属的能力。
激光焊接仿真涉及激光热通量、金属液的蒸发压力、保护气体效应、熔池的反冲压力以及匙孔激光多重反射等物理模型。为了准确模拟激光焊接过程, FLOW-3D WELD实现了所有相关的物理特性,例如激光热源、激光-材料相互作用、流体流动、热传递、表面张力、凝固、多重激光反射和相变。
点焊和缝焊
FLOW-3D WELD允许研究人员和制造商优化激光功率、脉冲持续时间和脉冲重复率等加工参数,以确保高质量的焊接接头,从而限制对焊接策略进行昂贵的物理测试的需求。FLOW-3D WELD使研究人员和制造商能够分析发生在微观和中观尺度上的机制,从而确保焊道的一致性。在FLOW-3D WELD中开发的模型考虑了所有贡献的物理特性,包括激光-材料相互作用、表面张力、压力效应(包括反冲压力)、保护气体效应和与温度相关的材料特性。
振动焊接
FLOW-3D WELD能够对振荡焊接技术进行高分辨率分析,提供对最佳焊接计划的洞察并确保稳定的熔池动态。FLOW-3D WELD捕获相关物理场以了解激光振荡焊接的微观和中尺度动力学,包括激光功率、热通量分布和扫描模式,以及反冲压力、保护气体效应和激光反射。
振动焊接案例研究
异种金属的焊接
FLOW-3D WELD通过考虑激光功率、热通量分布分布、脉冲持续时间和扫描路径来准确模拟异种金属的激光焊接。还可以将与温度相关的材料属性分配给被焊接的两种材料,这是一种跟踪两种材料在熔池中的演变和混合的重要功能。FLOW-3D WELD模拟为工艺参数的变化如何影响金属间化合物层的厚度以及帮助减少孔隙率和裂纹扩展提供了宝贵的见解。
激光钎焊
FLOW-3D WELD允许研究人员和工程师模拟激光钎焊过程,同时考虑被连接部件的几何尺寸、合金的温度相关材料特性以及保护气体流量、激光条件和送丝等工艺参数速度。
激光钎焊案例研究
激光束倾角对镀锌钢激光钎焊质量的影响
GM Global R&D 和南卫理公会大学的研究人员使用FLOW-3D WELD来了解工艺参数和激光束倾斜如何影响镀锌钢激光钎焊的焊缝质量。由于锌的沸点低,汽化过早造成飞溅等缺陷。通过模拟,研究人员预测了锌蒸发前沿和润湿前沿的位置,随后通过控制光束倾斜角,减轻了锌蒸气在熔池中的夹带。这导致了稳定的工艺和良好的钎焊质量。

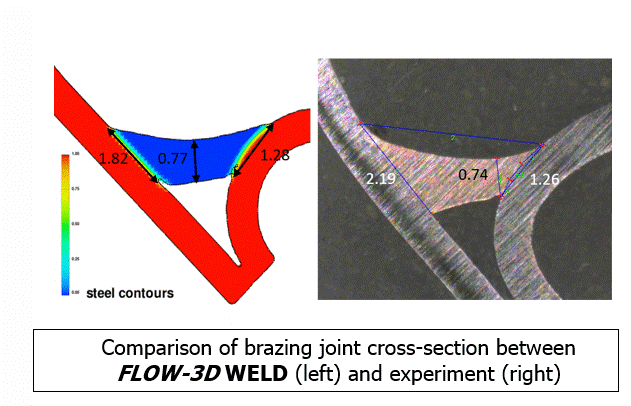
Reference: Masoud Mohammadpour, Baixuan Yang, Hui-Ping Wang, John Forrest, et al, Influence of laser beam inclination angle on galvanized steel laser braze quality, Optics and Laser Technology, 129; 106303, 2020. doi.org/10.1016/j.optlastec.2020.106303
激光熔覆
FLOW-3D WELD通过定义粒子进给速率和材料特性(包括粒子密度和尺寸)来复制激光熔覆工艺物理。随着激光物理以及传热、凝固、表面张力、压力效应(包括反冲压力)和保护气体效应的实施,研究可以准确地分析工艺参数对所得零件强度和均匀性的影响。
激光焊接
激光焊接在电子和半导体行业中用作焊接温度敏感元件的非接触式、高精度方式,可最大限度地减少热量输入并避免损坏附近的元件。该工艺使用二极管激光器向受控区域施加热量,在该区域可以馈送焊锡丝以连接小型组件。FLOW-3D WELD允许通过考虑激光物理、与温度相关的材料特性、热传递、相变和表面张力效应在微观尺度上分析这种机制。
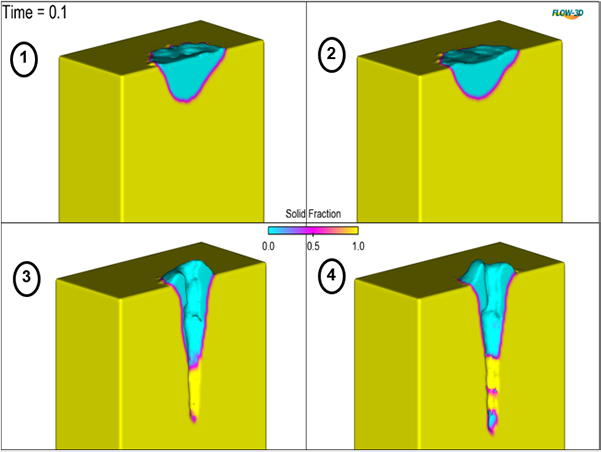
1. 熔焊 2. 熔焊+保护气体 3. 熔焊+保护气体+反冲压力 4. 熔焊+保护气体+反冲压力+激光多重反射
激光光束整形
修改激光束轮廓有助于提高不同激光焊接工艺中熔池动力学的稳定性。在FLOW-3D WELD中,可以模拟各种光束轮廓,例如顶帽、高斯、环形、甜甜圈或激光热通量的任意形状和分布。FLOW-3D WELD帮助研究人员了解激光束成形对熔池动力学、小孔稳定性以及激光焊接过程中飞溅和孔隙形成的作用,从而可以根据合金定制特定的热通量分布或激光束形状材料特性和所需的焊缝尺寸。
脉冲与连续焊接
脉冲和连续激光器用于不同的应用,并且可能对熔池动力学产生重大影响。脉冲激光在焊接温度敏感部件和异种金属时非常有用,焊接需要高精度,而连续激光在执行传导或匙孔模式焊接时非常有用,并且通常以高速运行。FLOW-3D WELD允许实施脉冲和连续激光,并且可以轻松准确地表示激光的脉冲持续时间和能量密度,以了解微小差异如何影响焊接质量。
激光匙孔焊接
反冲压力、多次激光反射、表面张力和向上蒸汽压力等物理在模拟激光匙孔焊接过程中发挥着重要作用。在FLOW-3D WELD中,可以考虑这些物理特性来捕捉激光匙孔焊接过程的真实表示。研究人员使用FLOW-3D WELD来优化激光功率和扫描速度等工艺参数,这些参数对小孔焊接的稳定性起着重要作用。
激光匙孔焊接案例研究
匙孔过程中如何形成孔隙?这是来自 TU Denmark 的研究人员使用FLOW-3D WELD回答的问题。当基材在激光束的作用下熔化时,相变引起的反冲压力会压低熔池。由于反冲压力导致的向下流动和由于激光反射导致的额外激光能量吸收的共存导致失控效应,将熔池转变为小孔。最终,由于沿着小孔壁的温度变化,表面张力导致壁夹断并导致空隙,这些空隙可能被前进的凝固前沿捕获,从而产生孔隙。这可以在下面的视频中看到。


Reference: Mohamad Bayat, Aditi Thanki, Sankhya Mohanty, Ann Witvrouw, Shoufeng Yang, Jesper Thorborg, Niels Skat Tieldje, and Jesper Henri Hattel, Keyhole-induced porosities in Laser-based Powder Bed Fusion (L-PBF) of Ti6Al4V: High-fidelity modelling and experimental validation, Additive Manufacturing, Vol. 30, 2019. doi.org/10.1016/j.addma.2019.100835
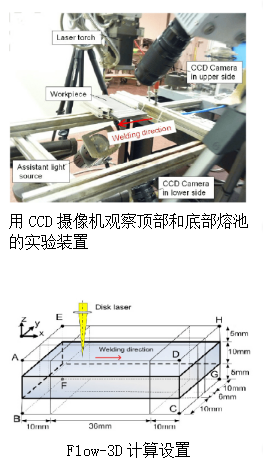
全熔透激光焊接实验
韩国科学技术院KAIST和德国联邦材料研究与测试研究所BAM利用16KW激光对10mm钢板进行了全熔透激光焊接试验。借助CCD摄像机,可以捕捉全熔透激光焊接时熔池顶部和底部的动态变化。
利用FLOW-3D WELD 对这个过程进行了模拟,模拟结果与实验结果相符。
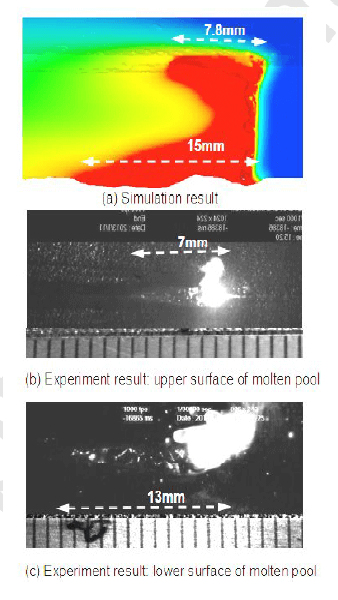
熔池顶部和底部长度的模拟结果为7.8mm和15mm,实验结果为7mm和 13mm。
激光焊接气孔案例研究
通用汽车公司和上海交通大学合作开展了一项详细的研究,以了解焊接速度和焊接倾角等工艺参数对匙孔焊接中产生气孔的影响。
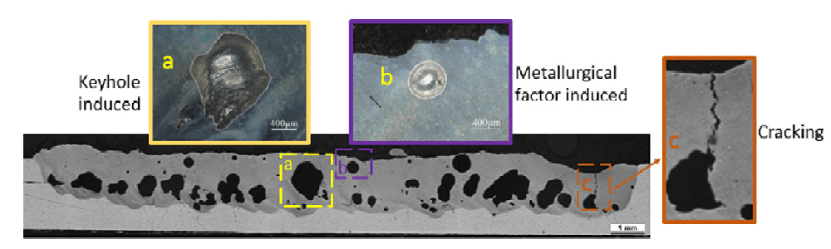
铝接头剖面的激光焊接气孔是由于熔池流体动力学因素产生的,可以引发裂缝,优化的工艺参数可以减少这种气孔
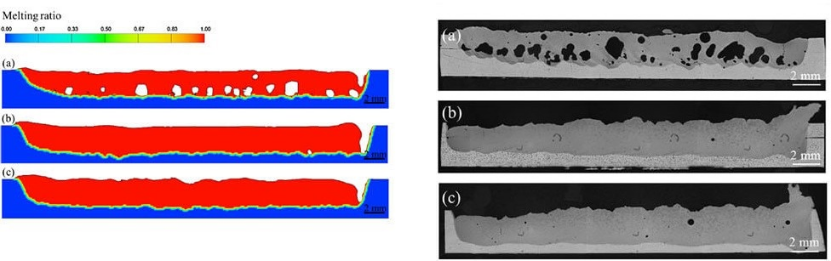
剖面气孔分布的模拟(左)和实验(右)
利用FLOW-3D WELD,研究人员解释了所有重要的物理现象,包括蒸发和反冲压力、熔池动力学、表面张力以及菲涅尔反射。
研究结果显示,增加激光功率、焊接速度和焊接倾角可以减少气孔。激光焊接
-
 您还没有选择分类数据,请先选择数据
您还没有选择分类数据,请先选择数据




